The process of tempering glass involves heating the glass to a high temperature and then rapidly cooling it. This creates a stronger, more durable glass that is less likely to break. However, a number of problems can occur during the tempering process, which can lead to defects in the final product. These defects can range from minor cosmetic issues to serious structural problems that can compromise the safety of the glass.
This article will discuss the most common problems that can occur during glass tempering and their troubleshooting methods.
Common Problems and Troubleshooting in Glass Tempering:
Tempering problems can be broadly categorized into four main groups:
- Deformations of the glass
- Defects on the glass surface
- Incorrect fragment size
- Glass breakage
Understanding the root cause of these issues is crucial for effective troubleshooting and achieving high-quality tempered glass.
1. Deformations of the Glass:
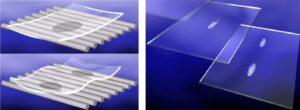
Glass deformation is a frequent issue caused by uneven heating or cooling during the tempering process. This can manifest in various forms, including concave, convex, bistable, and saddle-shaped glass.
a. Concave Glass (Cupped):
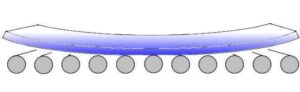
- Cause: Concave glass results when the cooling effect on the top surface of the glass is weaker than on the bottom surface. This can occur in the chiller section if the air balance is not set correctly, leading to the bottom surface cooling and contracting faster than the top. Low-E glass, due to its heat-reflective coating, is particularly susceptible to this deformation.
- Troubleshooting:
- Adjust the chiller air balance to increase the top quenching power and decrease the bottom quenching power.
- Consider using a system with independent nozzle distance adjustment (INA) to fine-tune the distance between the nozzles and the glass surface.
- For Low-E glass, ensure the furnace temperature and convection settings are optimized to maintain a flat glass shape during heating. If necessary, increase the cooling effect on the top surface to counteract the slower cooling of the coated side.
b. Convex Glass (Bulged Up):
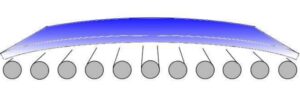
- Cause: Opposite to concave glass, convex glass forms when the top surface of the glass cools and solidifies faster than the bottom surface. This causes the bottom surface to continue contracting, pushing the glass outwards and creating a convex shape.
- Troubleshooting:
- Adjust the chiller air balance to decrease cooling on the top surface and increase it on the bottom.
- Ensure even heating in the furnace to minimize temperature differences between the surfaces.
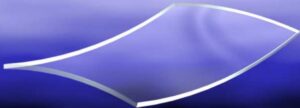
c. Bistable Glass:
- Cause: Bistable glass occurs when the edges of the glass are heated more than the center. During quenching, the cooler middle section solidifies faster, while the edges continue contracting. This results in the middle of the glass bulging either up or down.
- Troubleshooting:
- Modify the heater profile to increase the temperature in the center of the glass.
- Increase the bottom temperature of the furnace to promote even heating.
- Adjust the heating time to ensure sufficient and uniform heating throughout the glass.
- Optimize the convection ratio in the furnace to maintain a flat glass shape.
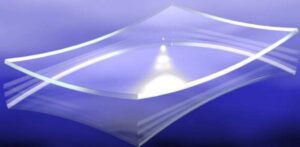
d. Saddle-Shaped Glass:
- Cause: Saddle-shaped glass forms when the center of the glass is hotter than the edges. This causes the center to contract more during cooling, leading to the characteristic saddle shape.
- Troubleshooting:
- Verify the temperature profile and reduce the temperature setting affecting the middle of the glass if it is set too high.
- Ensure even heating across the glass surface.
e. Waviness:
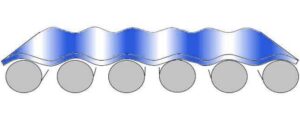
- Cause: Waviness in tempered glass is often a result of the glass becoming too soft during the heating phase due to excessive temperature. This can happen if the furnace temperature is set too high for the type and thickness of the glass.
- Troubleshooting:
- Reduce the furnace temperature to prevent the glass from becoming too soft.
- Adjust the heating time to optimize the heating process.
f. Edge Lift Frame Effect:
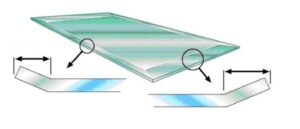
- Cause: The edge lift frame effect arises from a temperature difference between the edges and the center of the glass during the heating phase. When the glass is quenched, the edges cool faster and contract, pulling up the center and creating a raised edge.
- Troubleshooting:
- Ensure uniform heating in the furnace to minimize temperature discrepancies between the edges and the center.
- Adjust the heating profile to focus more heat towards the center of the glass.
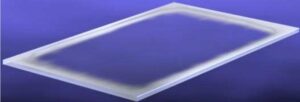
2. Defects on the Glass Surface:
Surface defects can detract from the aesthetic appeal of tempered glass and, in some cases, affect its performance. These defects often stem from impurities, overheating, or temporary deformations during the heating process.
a. Lens-Like Marks:
- Cause: Lens-like marks result from prolonged bending of the glass during heating. One mark in the center indicates excessively hot rollers. Two marks usually signify high top temperature or convection, but can also be due to high roller temperature, particularly with thin and large glass sheets.
- Troubleshooting:
- For one mark: If the defect is temporary and only present in the first few loadings after a production break, it may resolve as the furnace reaches a stable temperature. However, persistent marks indicate a need to adjust the roller temperature.
- For two marks: Decrease the top temperature or top convection. If the problem persists, consider reducing the bottom temperature or convection, especially for thin and large glass sheets.
b. White Haze or Greyness:

- Cause: White haze or greyness arises from roller dust or fine glass particles adhering to the bottom surface of the glass. This issue is exacerbated by bending of the glass. Rough roller surfaces can also contribute to white haze.
- Troubleshooting:
- Thoroughly clean the rollers according to the manufacturer’s recommendations.
- Adjust convection settings to prevent glass bending in the furnace.
- If using new or recently cleaned rollers, consider temporarily using sulfur dioxide (SO2) in the process until the haze disappears. Use SO2 cautiously and in moderation, as excessive use can damage coatings.
c. Damaged Coating:
- Cause: Sensitive coatings can be damaged by high temperatures during the heating phase, resulting in cracks, discoloration, or burning away of the coating near the glass edges.
- Troubleshooting:
- Reduce the heating time to minimize the duration of exposure to high temperatures.
- Decrease the furnace temperature to protect the coating from excessive heat.
3. Incorrect Fragment Size:
Fragment size is a critical aspect of tempered glass safety. Incorrect fragment size and breakage behavior can stem from uneven or insufficient heating, or quenching that is either too strong or too weak.
a. Too Small Fragment Size:
- Cause: Excessively high quenching pressure or nozzles positioned too close to the glass surface can result in fragments that are smaller than desired.
- Troubleshooting:
- Decrease the quenching pressure to reduce the force of the cooling air.
- Increase the distance between the quenching nozzles and the glass surface.
b. Too Big Fragment Size:
- Cause: Conversely, quenching pressure that is too low or nozzles positioned too far from the glass can lead to larger fragments. Insufficient heating of the glass can also contribute to this issue.
- Troubleshooting:
- Increase the quenching pressure to enhance the cooling effect.
- Decrease the distance between the quenching nozzles and the glass surface.
- Increase the heating time to ensure the glass reaches the appropriate temperature for tempering.
c. Uneven Distribution of Fragments:
- Cause: Uneven fragment distribution occurs when the glass is heated or cooled unevenly. This results in varying fragment sizes across the glass surface, with larger fragments in cooler areas and smaller fragments in hotter areas.
- Troubleshooting:
- Increase the heating time or furnace temperature to promote uniform heating.
- Inspect the heaters and convection pipes to ensure they are functioning properly.
- Adjust the furnace temperature and convection settings if necessary to maintain a flat glass shape during heating.
- Check for blockages in the quenching nozzles to ensure an even flow of cooling air across the glass surface.
4. Glass Breakage:
Breakage is a serious problem in glass tempering that can occur during any stage of the process, including after tempering is complete. Breakage can stem from various factors, including flaws in the raw glass, extreme temperature differences, and even re-tempering.
a. Breakage in the Furnace:
- Cause: Breakage in the furnace is often caused by thermal shock, which occurs when there are large temperature differences between the surface and the inner parts of the glass. Thick glasses are more susceptible to this issue due to slower heat transfer through their cross-section. Cracks and impurities in the raw glass can also lead to breakage in the furnace.
- Troubleshooting:
- Avoid excessive furnace temperatures and convection pressures, especially when tempering thick glasses.
- Use only high-quality, crack-free glass for tempering.
- Ensure the glass edges are properly treated and free of defects.
- Never re-temper glass that has already been tempered or heat-strengthened.
- Remove broken glass from the furnace promptly to prevent further issues.
b. Breakage in the Chiller:
- Cause: Several factors can contribute to breakage in the chiller, including:
- Low glass temperature entering the quenching phase, leading to the formation of tensile stress on the surface.
- Raw material defects such as cracks, insufficient edge work, notches, or scratches.
- Blocked quenching nozzles, resulting in uneven cooling and stress distribution.
- Excessively high quenching pressure, creating large temperature differences within the glass.
- Troubleshooting:
- Increase the furnace temperature or heating time to ensure the glass is sufficiently hot before quenching.
- Increase the bottom temperature of the furnace to promote even heating.
- Use only crack-free raw glass and ensure proper edge work.
- Clean the quenching nozzles to ensure unobstructed airflow.
- Decrease the quenching pressure, but verify that the fragment size still meets safety standards.
c. Breakage after Tempering:
- Cause: Post-tempering breakage is often attributed to:
- Nickel sulfide inclusions in the raw glass, which change volume over time and can induce stress leading to breakage, especially if located in the tensile stress area of the glass.
- Insufficient edge work, notches, or scratches in the glass surface.
- Improper installation techniques that subject the tempered glass to excessive bending stress.
- Troubleshooting:
- Perform a heat soak treatment on the glass after tempering to minimize the risk of breakage caused by nickel sulfide inclusions.
- Thoroughly inspect the raw glass for defects and ensure proper edge work.
- Adhere to proper installation procedures to prevent stress on the tempered glass.
Conclusion
Glass tempering is a complex process that demands careful control of various parameters to achieve high-quality, safe, and durable tempered glass. By understanding the common problems encountered during tempering and implementing appropriate troubleshooting methods, manufacturers can significantly improve the quality and yield of their tempered glass products.
Regular maintenance of the tempering equipment and adherence to best practices are essential for minimizing defects and maximizing the efficiency and profitability of the tempering process.